
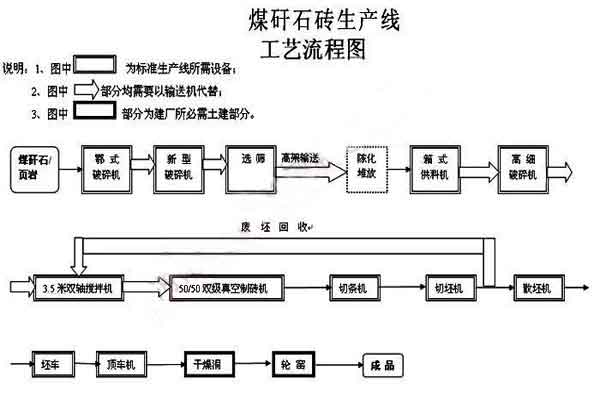
真空磚機是我公司借鑒國內外先進經驗,設計、制造的新型煤矸石磚、粉煤灰磚、頁巖磚擠出設備。適用于生產以黏土、煤矸石、頁巖、高摻量粉煤灰、城市建筑垃圾、尾礦廢料、劣質土等為原料經過粉碎機粉碎,攪拌機攪拌、真空磚機擠出成型,經過隧道窯或輪窯燒結出的實心磚、承重多孔磚和各種規格高空洞率空心磚的機械設備。

“與您相遇,絕非偶然”,非常感謝您能在互聯網浩瀚的信息中點擊進入“銘澤”網站,如果能為您提供【真空磚機】方面的技術服務,將是銘澤人的榮幸!匠心專注,品質鑄造品牌;接下來您將看到的是銘澤真空磚機技術為您準備的真空磚機的技術信息,希望對您的選擇能有幫助!
前沿:
專業體現在企業的管理上,生產技術上,產品質量上,更重要的是服務細節上,專業的設備廠家,不但要有先進的生產技術,卓越的產品,還應有滿意的服務,為廣大初步投資磚機設備的用戶提供詳細,全面的設備技術知識,讓用戶不僅可以了解設備詳情,還能了解到設備生產中應注意的問題,提前了解,做好更全面的購前考察,以免投產后造成的一系列不必要的麻煩。河南省銘澤機械的專業性就體現在這里。話不多說,趕快去看看銘澤機械到底有多專業吧!
銘澤機械真空磚機概括:

真空磚機是我公司借鑒國內外先進經驗,設計、制造的新型煤矸石磚、粉煤灰磚、頁巖磚擠出設備。適用于生產以黏土、煤矸石、頁巖、高摻量粉煤灰、城市建筑垃圾、尾礦廢料、劣質土等為原料經過粉碎機粉碎,攪拌機攪拌、真空磚機擠出成型,經過隧道窯或輪窯燒結出的實心磚、承重多孔磚和各種規格高空洞率空心磚的機械設備。由于它的原料不同,所以名稱也比較多樣,又稱煤矸石磚機,頁巖磚機,粉煤灰磚機,粘土磚機等。利用該真空磚機設備技術,可變廢為寶節能降耗,具有明顯的經濟效益和社會效益。
真空磚機結構及性能特點:
一. 真空擠出機由雙級攪拌擠出部分(上級)和擠出成型部分(下級)組成,并配備空氣壓縮系統和抽真空系統。采用的氣動離合器可實行遠距離控制。上、下級可采用 一字型或丁字型安裝。
二. 真空制磚機主體選用優質鋼板焊接而成,具有結構合理、擠出壓力大,真空度高,堅固耐用、適用性強、耗能低、效率高、維修方便等特點。
三. 真空磚機主機絞刀采用耐磨材料制造,使其壽命超出普通絞刀的4~7倍;導程(螺距)經科學排列,具有“微壓力輸送,高壓力擠出”的功能,可增加擠出壓力和提高工作效率;并采用浮動軸結構,能消除或減少主軸因長期使用造成彎曲后導致設備搖頭、晃動;使設備節能15~30%。
四. 真空磚機軸、齒輪等重要零部件均采用優質碳結鋼和合金鋼經調質或淬火等熱處理工藝加工而成,延長了設備的使用壽命。
五. 擠磚機撥泥板傳動、料位控制均裝有保險裝置,使設備在使用過程中不易損壞主要零部件,并提高了設備故障維修效率。
六. 擠出機機頭中部裝有壓力表,根據壓力表顯示的壓力大小,可監視產品的質量和數量。原料經過雙級擠壓和濕化,熟化程度和擠出壓力大大提高。實現優質高產。
真空磚機的常見故障及排除方法
|
故障 |
原因 |
排除措施 |
|
真空磚機產量下降 產量低,負荷大 |
1、絞刀和泥缸襯套磨損使間隙過大,返泥嚴重; 2、含水率低。 |
1、更改含水率 2、更換絞刀
|
|
泥缸發熱 |
1、絞刀與泥缸襯套碰擦 2、阻力過大,泥料含水率低,絞刀和泥缸襯套磨損使間隙過大,返泥嚴重 3、頁巖、煤矸石原料顆粒太粗 |
1、檢修絞刀 2、調整作列參數,修補絞刀或更換泥缸襯套; 3、增加細碎設備原料細碎。 |
|
泥缸、泥頭搖動 |
1、絞刀軸彎曲或軸承嚴重磨損,造成泥缸套與絞刀間隙不一致; 2、絞刀與泥缸襯套不同心; 3、雙線絞刀葉片不對稱; 4、機頭與泥缸不同心; 5、受料箱前端與泥缸連接處剛度差。 |
1、校正絞刀或更換軸承; 2、調整絞刀與泥缸襯套同心; 3、修正、重焊補對稱葉片; 4、修正; 5、增強連接處強度。 |
|
負載局升,電機停轉或過載 |
1、泥料含水量太低; 2、真空度太高; 3、供料量不均勻、過多; 4、絞刀與泥缸襯套摩擦; 5、機器內進入硬塊雜物。 |
1、調整泥料含水量; 2、適當掌握真空度; 3、正常均勻供料; 4、檢修絞刀; 5、檢查消除。 |
|
真空度低 |
1、過濾器阻塞; 2、真空泵抽氣量小; 3、密封絞刀磨損; 4、外錐形套嚴重磨損,泥料出口斷面增大; 5、密封盤根或其他密封部位漏氣; 6、真空泵內零件磨損 |
1、清洗; 2、檢修; 3、修補或更換密封絞刀; 4、向軸心方向調整移動齒板和更換外錐形套; 5、調整或更換密封盤根; 6、見真空泵使用維修說明。 |
|
上級密封缸發熱 |
密封絞刀螺距大,擠出面積小,泥料密封環太長,碎泥刀刀齒過多; |
調整左列參數 |
|
絞刀軸前軸承過熱或絞刀軸抖動 |
1、密封不良,前端進料; 2、缺潤滑油(脂); 3、軸承損壞。 |
1、更換內、外密封零件; 2、注入潤滑油脂; 3、更換軸承。 |
|
絞刀軸突然不轉 |
絞刀與泥缸襯套之間有金屬等硬物 |
檢修 |
|
攪拌軸突然不轉,軸端蓋發熱 |
止推軸承松動,或軸承鎖緊螺母太緊; |
1、更換軸承; 2、調整螺母松緊度。
|
|
真空箱棚料 |
1、喂料量太大; 2、操作失誤; 3、泥料含水量不均勻。 |
1、控制喂料量; 2、按操作程序工作; 3、控制泥料含水率。 |
|
泥缸內腔有異響聲 |
1、絞刀軸彎曲或軸承磨損嚴重,使絞刀碰擦泥缸襯套; 2、泥缸襯套件槽內卡入異物。 |
1、校正絞刀軸或更換軸承,消除碰擦現象; 2、檢修。 |
|
減速器軸承有異響 |
1、軸承間隙(圓錐滾子軸承)過大; 2、軸承磨損嚴重或損壞 |
1、調整調節螺釘,使軸承間隙正常; 2、更換軸承 |
|
減速器齒輪有周期性沉重響聲 |
新機或更換齒輪時出現,由于齒圈徑向跳動超差 |
嚴重時需更換不合格的齒輪 |
|
減速器過熱 |
1、軸承過緊; 2、軸承缺潤滑油; 3、油池油面過低或過高。 |
1、調整軸承間隙; 2、注入潤滑油; 3、使油高度合適。 |
|
減速器抖動 |
下級主軸與減速器低速軸不同心 |
調整減速器位置及高度 |
|
濕坯強度低 |
1、成型含水量太高; 2、機頭、機嘴太短; 3、真空度低; 4、絞刀嚴重損壞。 |
1、適當降低含水率; 2、加長機頭、機嘴; 3、檢修; 4、更換絞刀。 |
|
上級供料不足 |
1、密封絞刀和密封缸襯板磨損; 2、攪拌刀磨損; 3、轉速低; |
1、修補、更換密封絞刀和襯板; 2、更換攪拌刀,可考慮加大角度; 3、適當增加轉速。 |
真空擠磚機生產中造成翻缸的原因有那些?如何解決?
一、上下級供料和擠出速度不一致引起的翻缸:
原因:上級絞刀供料快,下級螺旋絞刀擠出慢,剩余泥料在真空室內越積越多,至使真空室翻缸。
排除方法:
1、調整上級絞刀供料的速度和下級螺旋絞刀擠出的速度,使其均衡一致。如果上級供料速度快,下級擠出速度慢會引起翻缸,而上級供料速度慢,下級擠出速度快,則會影響磚坯產量,降低企業經濟效益。
2、機修工應認真學習磚機的結構與性能,做到跟班作業,發現故障,及時加以排除。
二、下級螺旋擠出絞刀和泥缸襯套磨損過度引起的翻缸:
雙級真空擠出機擠出部分的工作原理是:上級絞刀把原料供入真空室進入下級受料箱,經壓泥板反復下壓進入下級螺旋絞刀,再由下級螺旋絞刀連續向前推送、擠壓,使原料在封閉的泥缸內形成一體,由機頭、機口擠出成型。
原因:在磚坯成型過程中,泥料是沿著螺旋絞刀葉片被推送向前的(向前推進的力量可稱為推力),泥料對絞刀葉片不間斷地產生摩擦,造成磨損,久而久之,使絞刀葉片和泥缸襯套之間的間隙(相對絞刀的磨損,泥缸的襯套磨損較小)越來越大。于此同時,泥料被螺旋絞刀推送到機頭處時會產生很大的阻力,當推力小于阻力時,就會有一部分被向前推不出去的泥料沿著絞刀葉片和泥缸襯套間的間隙向后返回到真空室,隨著時間的延長,泥料在真空室內越積越多,終造成翻缸。不難看出,絞刀葉片和泥缸襯套磨損過度,間隙太大是造成翻缸的直接原因。這也是生產實踐中常見的返泥原因。
排除方法:1、修復或更換絞刀葉片。2、更換泥缸襯套。
按要求絞刀葉片和泥缸襯套的間隙為2—3mm,磨損限度不超過3mm,當接近或達到磨損限度時就應及時修復或更換。
三、原料中含水率不均勻引起的翻缸:
原因:原料的干濕度(含水率)差異太大。有極少數磚廠怕花錢,連起碼的輔機設備如攪拌機、對輥機等都不配置,有的磚廠對原料土是現挖現用,有的雖然存放一段時間,但在使用時缺乏攪拌,遇到干的用干的,遇到濕的用濕的,干濕原料含水率差別很大,先進入的干原料還沒被擠出,濕原料又緊跟著進來,后進的泥料含水率較高形不成足夠的擠出壓力,而前面機頭處的較干泥料推不出去,泥料返到真空室內,導致翻缸。這是生產實踐中較常見的返泥原因。
排除方法:1、配齊攪拌機、對輥機,將原料加水攪拌后陳化七十二小時。2、在沒有攪拌機的情況下,用推土機或鏟車對原料摻和均勻后再使用。
四、不按規程操作引起的翻缸:
原因:真空擠出機使用說明書,要求先開動下部擠泥軸的驅動電機,然后再開動攪泥軸的驅動電機,停機時與此相反。如果將這一操作程序顛倒,就會使真空室內的泥料不能擠入泥缸中去,造成真空室的翻缸。
排除方法:加強對磚機操作工的培訓,嚴格按先后順序起動驅動電機。正確的做法是:先開動真空擠出機下部擠泥軸的驅動電機,再開動上級攪泥軸的驅動電機,之后才能向擠出機內進料。停機時與此相反,先停止向擠出機內進料,后停止上部攪泥軸的驅動電機,待泥料完全進入泥缸后再停止下部擠泥軸的驅動電機。此操作順序不僅可有效防止翻缸,還會極大的減少電機的啟動負荷,避免沖擊載荷損毀傳動齒輪。
五、出泥口堵塞引起的翻缸:
原因:個別磚廠的制磚原料中雜物較多,如樹根、草根等,當這些雜物進入真空擠出機時,尤其是在生產多孔磚過程中,極易造成出泥口的堵塞。出泥口堵塞后,此處的部分泥料從泥缸與擠泥絞刀之間的間隙返回到真空室內,導致真空室翻缸。
排除方法:1、增加滾筒篩,凈化原料土。2、在不具備上滾筒篩的情況下,安排人工挑撿原料土中的雜物。
六、對磚機不檢查、不維修、不保養引起的翻缸:
原因:磚廠沒有機修工,對磚機只管使用,不檢查、不維修、不保養,一直用到不能用的時候才找人檢修。如一磚廠磚機真空室里的12個壓泥板脫掉8個,泥料僅靠重力落入泥缸受料口,引起翻缸,嚴重影響了生產。
排除方法:1、配齊機修工。2、機修工熟悉磚機結構、性能,跟班作業,發現故障及時排除,確保磚機正常生產。
真空磚機泥缸發熱的原因是什么?對制磚有什么影響?如何解決?
真空磚機中的泥缸是一個重要部件,泥缸里面的襯套與螺旋絞刀相結合,承接著絞刀封閉段輸送泥料和擠壓泥料的作用,它的好壞直接影響著磚坯的質量和磚機的使用性能。
在真空磚機生產過程中,由于螺旋絞刀在輸送和擠壓泥料過程中與泥缸襯套產生摩擦,使泥缸極易發熱。再因為制造產生的誤差,加上摩擦磨損加大了泥缸襯套與螺旋絞刀的間隙,產生返泥現象也會使泥缸發熱。除此之外,還有因物體的熱脹冷縮特性,多少有點也會使螺旋絞刀與泥缸襯套之間的間隙加大,再加上前面說的磨損和制造誤差疊加起來,使其間隙更加加大。因此,泥缸發熱在生產過程中是不可避免的。
如果泥缸發熱,溫度太高了,則不利于磚廠的生產。泥缸過熱會產生兩種不利因素,其一,泥缸發熱溫度過高會使擠出的泥條溫度比常溫高出許多,擠出泥條后,由于溫差的影響,會使泥條炸裂,影響磚坯的質量;其二,泥缸發熱會加快泥缸襯套與螺旋絞刀的磨損,縮短它們的使用壽命。
真空磚機使用過程中泥缸發熱是一種不好的現象,也是生產使用過程中不可避免的現象。雖然不可避免,但還是可以克服和緩解。河南省銘澤機械制造有限公司對泥缸發熱的問題非常重視,在真空磚機的泥缸上進行了一個小小的改進降低泥缸的發熱量,保證了真空擠磚機在生產過程中泥缸的混充不至于過高,從而來克服和緩解泥缸過熱現象,保證磚機的使用性能和硅質量。
真空磚機絞刀變徑與變距對磚機的性能和生產效率有那些影響?
真空磚機絞刀如何變徑、變距沒有受到多大的重視,大多數靠想當然或者是互相借鑒,造成變徑、變距缺乏依據,從而嚴重影響磚機的擠出效率和擠出效果。其產生的后果有:1、泥流在輸送、擠壓的過程中不能夠形成逐步加壓,不能保證在成型的階段產生足夠大的擠出壓力。2、泥流比較紊亂,輸送和擠出過程不能夠一氣呵成,不流暢。3、容易造成返流,螺旋絞刀背面有嚴重磨損,襯板磨損加快,泥缸發熱。4、泥流在輸送過程中分層運動,容易形成螺旋段,易造成產品質量低。5、泥流顆粒之間形成內摩擦,泥條溫度高,磚坯出現裂紋。我認為,泥料進入真空室從輸送開始到擠出成型應遵循有序通過,逐步加壓,穩定排出一氣呵成的原則。
絞刀合理的變徑與變距,是確保擠磚機能否成功成型的關鍵。
1、螺旋擠壓成型特點
泥料在泥缸中前進過程中,收到螺旋推力和周邊摩擦力以及機頭、機口的阻力的綜合作用。
2、綜合壓縮比概念
不同的原材料的可壓縮性能也有很大的差異,主要取決于原材料自身的特性、陳化效果、顆粒粒度大小、含水率等。對于同一種原料而言,綜合壓縮比越大,說明原材料擠壓成型的越密實。顆粒度大小和含水率也是影響整個壓縮過程的重要因素。
對于真空磚機而言,能否達到需要的綜合壓縮比,螺旋絞刀變徑和變距是必不可少的。根據所需要的綜合壓縮比設計絞刀的變徑和變距,變徑和變距都是為了壓縮,變徑的好處是有利于緩解泥料的同層運動,從而使磚制品減少分層。
機頭尺寸對真空磚機擠出成型的影響
影響真空擠磚機擠出機成型效果的主要因素有主軸轉速、螺旋導程、螺旋封閉長度、機頭、機口尺寸及芯架阻力等。不同的原料一般應選用不同的擠出參數與之匹配才能達到極佳效果。
1、機頭的幾何特征
機頭由于連接哈夫缸和機口,因而就決定了機頭的形狀特征,幾何學上稱其為“天圓地方”,連接哈夫缸一端是圓的,而連接機口一端是方的。由于機頭與機口連接處,一種情況是機頭出口內尺寸與機口進口內尺寸相一致(機頭無死泥區),因為出口尺寸較小,通常稱作小口機頭;另一種情況是機頭出口內尺寸大于機口進口內尺寸(機頭內有死泥區),因為出口尺寸較大,通常稱作大口機頭。由于機頭在制作過程中可根據需要調整由圓到方的連接過渡,因此在實際當中的機頭品種五花八門。多種多樣。
2、機頭的作用
機頭一方面起到承上啟下的連接作用;另一方面是成型壓力的主要形成和產生區;再一方面是消化螺旋輸送產生的泥流旋轉,通過機頭的導向,逐步形成單一的前推運動。泥料通過螺旋絞刀的輸送在機頭 聚要受阻,通過螺旋絞刀的不斷輸送壓縮,從而在機頭中排出泥料,在機口中產生穩定的泥流,完成成型過程。
導致磚坯質量不好的原因和解決辦法
1、坯體不光滑,顆粒明顯,砂坑較多,角、楞不齊。
原因:原料粉碎的不符合制磚要求,顆粒較大。
解決方法:增加細碎設備,按要求進行細碎,使顆粒 ≥3mm。
有的廠長怕花錢,原料前期處理常用的設備不配齊,如對輥機,攪拌機。有的只用上對輥,有的只用上,更甚者兩種設計都不上,泥料中帶有磚頭、瓦塊、石子等雜物怎么能夠出好磚坯?
2、磚坯質量不穩定,忽好忽差。
原因:原料攪拌不均勻。
解決方法:增加攪拌機和給料兌料機。
有的磚廠即無對輥機,又無攪拌機,還無給料兌料機,全靠人工用鐵锨往磚機里送料,這就不可避免的會出現兩大弊端。1、不能將原料土攪拌均勻。原料土中的塑性并不完全一樣,有時還會懸殊很大,黃河淤土就是這樣。2、不能將內烯料包括燃煤、煤矸石、煤泥等攪拌均勻。這兩個不均勻,勢必導致磚坯質量的不穩定。
3、坯塊不成型,輕者出現大裂紋,重者坯體散開。
原因:泥料的塑性指數太低,幾乎沒有塑性。
解決方案:增加塑性指數高的原料,如粘土、煤泥或粘土劑等。
如何對真空磚機進行日常維護與檢修
一) 真空磚機維護
1、各潤滑點要及時添加潤滑油(脂)。
2、檢查各緊固件是否松動,各運動件工作是否正常,特別注意攪拌刀和割泥刀連接螺栓的緊固情況,及時調換易損件。
3、上級密封絞刀與密封缸內襯套,下級絞刀與泥缸襯板的間隙過大時,應及時更換絞刀和襯板,根據工作條件摸清磨損規律,定期更換,使之間隙一直處于正常狀態。
4、定期調整壓泥板與絞刀間隙。
5、按時清洗過濾器,使抽氣系統保持暢通。
二)真空磚機檢修
1、根據使用情況建立大、中、小定期檢修制度。
2、檢查各易損件磨損情況,若有磨損或損壞,必須及時修理或更換(如割泥刀、密封缸、絞刀、壓泥板、攪拌刀等)。
3、在一年一次大修時,應檢查密封缸、內外錐套、受料箱、泥缸和密封缸的襯套,各種密封橡膠圈及盤根、攪拌軸護殼,軸承等。
歡迎撥打銘澤機械全國免費咨詢電話:400-6363158 0371-64409888 15036099981咨詢訂購。
專注匠心,至誠服務,締造金質產品 !在制造業進入到智能化的今天,工匠精神并不過時,它的本質是自發專心致志地做事。鞏義市銘澤機械制造有限公司多年來兢兢業業、心無旁騖,堅守在機械行業領域,在真空磚機等產品上一點點打磨“匠師”級人才!初心依舊,再創輝煌!銘澤人愿與您攜手共同實現偉大中國夢!
地址:河南省鞏義市站街開發區
服務熱線:18624915999
手機:0371-64422067
郵箱:dufujx@foxmail.com
